

Welding is an art and complex craft. It requires creativity, patience, and skills to work as a welder. If we look at our surroundings right now, we can see that some materials that are designed happen to be welded. So, welding is a very common process of making things look nice and protective in most cases. In this article, we will discuss the different types of welding joints.
By definition, we can say that Welding is the process of joining two pieces of material by heating or applying high pressure or by filling with weld material.
Electric welding requires less effort and skill compared to traditional welding. The most welder uses electric welding these days.
Different Types of welding joints
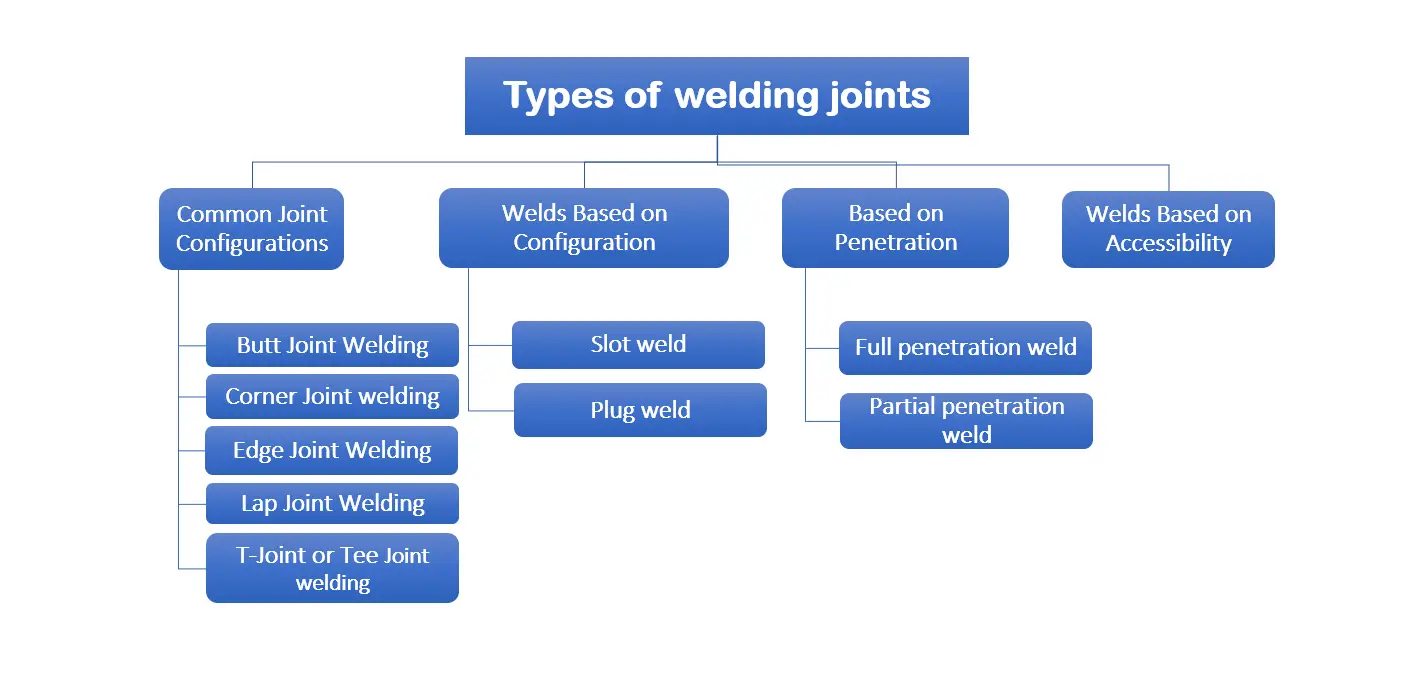
According to the American Welding Society, welding joints are of five types: butt, corner, edge, lap, and tee. However, we have listed some more types that are being talked about in various sources. The classification is shown in the figure below.
 Common Joint Configurations
Common Joint Configurations
-
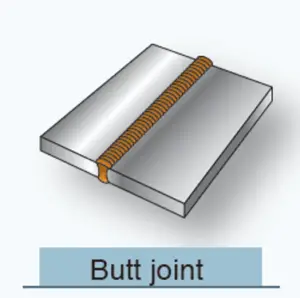
Butt Joint Welding
Butt welding is where two metal workpieces are joined and welded in the same plane. It is a commonly used technique and is used for joining pipes, flanges, and frameworks in factories and companies. Butt welding is simple and can be done automatically or by our own hands. Due to its simplicity butt welding is also done by our local shopkeepers as well.
So, how butt welding is done? Butt welding is done either by heating two metal workpieces or putting pressure on two metals, or either by applying both methods. MIG or TIG welding is used for butt joints due to its natural ability to connect two pieces of metal together.
Another question is, how do you strengthen butt welding? One must nicely have two clean workpieces brought together in the same plane and heat with pressure until it gets highly compact.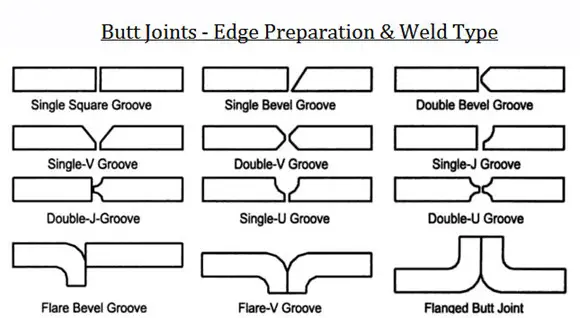
There are different types of Butt welding depending on its shapes, they are:
(i) Square
(ii) Single bevel
(iii) Double bevel
(iv) Single J
(v) Double J
(vi) Single V
(vii) Double V
(viii) Single U
(ix) Double U grooves
-
Corner Joint welding
When two corners of metal pieces are joined together and welded by forming an ‘L’ Shaped or right angle, it is known as corner joint welding. The corner joint is similar to Tee joint welding (or ‘T’ shaped welding). The only difference is in the corner joint we put the corner of two metal pieces together forming an “L” shape whereas in the Tee joint we put one metal piece into the middle position of another piece and go for welding.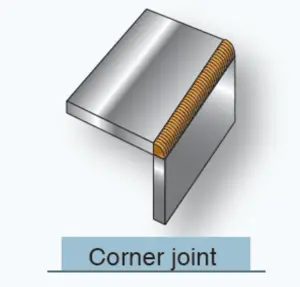
Corner joints are used in the metal sheet industry, such as in the construction of boxes, grills, frames, and other applications. When a corner joint is used for lighter material it may be welded in one side, but when it is used for heavy material it needed to be welded on both sides.
This type of joint can be done in two ways V-groove (Figure A) or forms a square butt joint (Figure B). Open Corner Joint or V-groove joint is the strongest among them.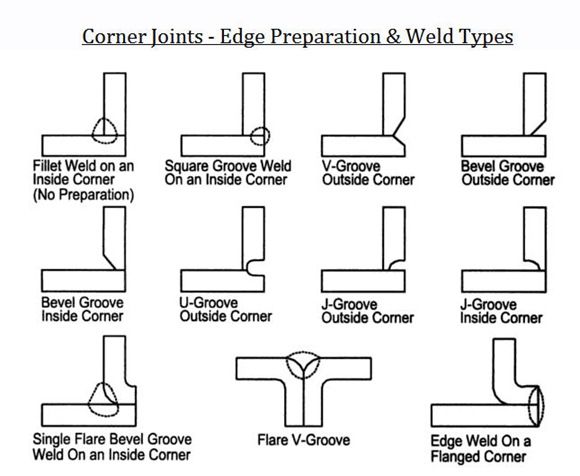
The different weld types in corner joints depending on their styles includes:-
(i) Fillet weld
(ii) Spot weld
(iii) Square-groove weld or butt weld
(iv) V-groove weld
(v) Bevel-groove weld
(vi) U-groove weld
(vii) J-groove weld
(viii) Flare-V-groove weld
(ix) Edge weld
(x) Corner-flange weld
-
Edge Joint Welding
This type of welding joint is to be welded into the edge of parallel placed. In other words, Edge preparation is the shaping of two workpiece edges that are to be welded. Edge joint welding is not that strong welding as you think it could be. It is therefore used for sheet metal or mufflers, or in other low stress and pressure applications.
In order to work the edge joint, you just have to bring two metal sheets together with the flanges flaring out on either side and weld them. Edges joint welding is likely to occur corrosion. Therefore, the welder must be cautious that defects like slag inclusion, lack of fusion and porosity, can also occur.
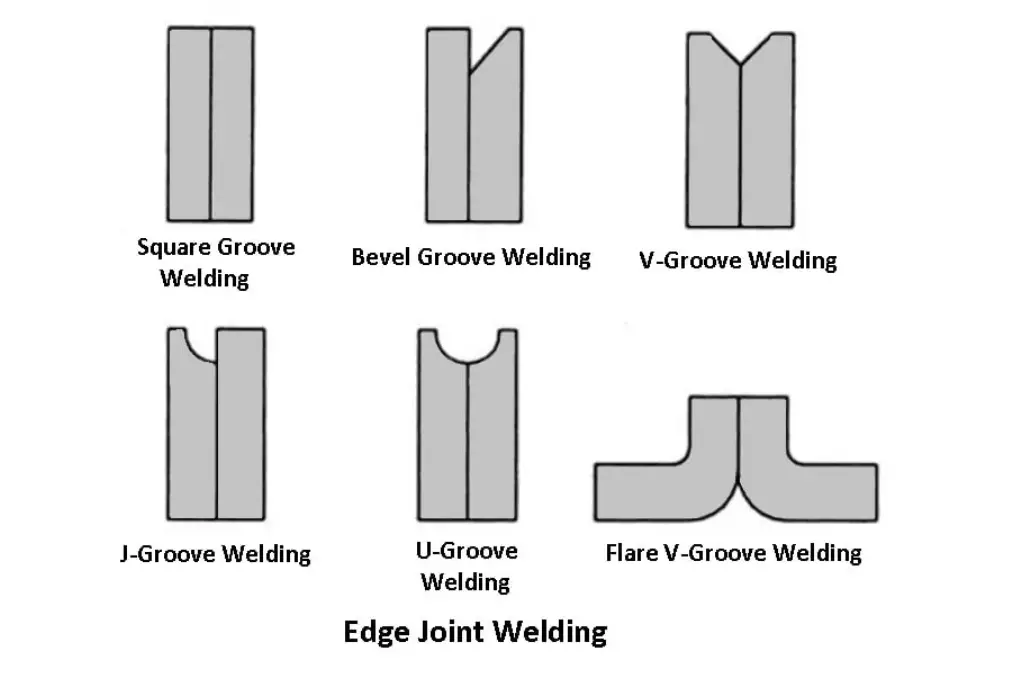
Depending on the style edge joints is divided into the following types:
(i) U-groove
(ii) V-groove
(iii) J-groove
(iv) Corner-flange
(v) Bevel-groove
(vi) Square-groove
(vii) Edge-flange
-
Lap Joint Welding
When two metal plate pieces of different thicknesses are overlapped and welded together, it is said to be a lap joint welding. Due to overlapping lamellar tearing or corrosion is likely to occur in this type of joint. It is somehow the modified version of the butt welding as discussed above. It is widely used in combined laser beam, electron beam, and resistance spot welding.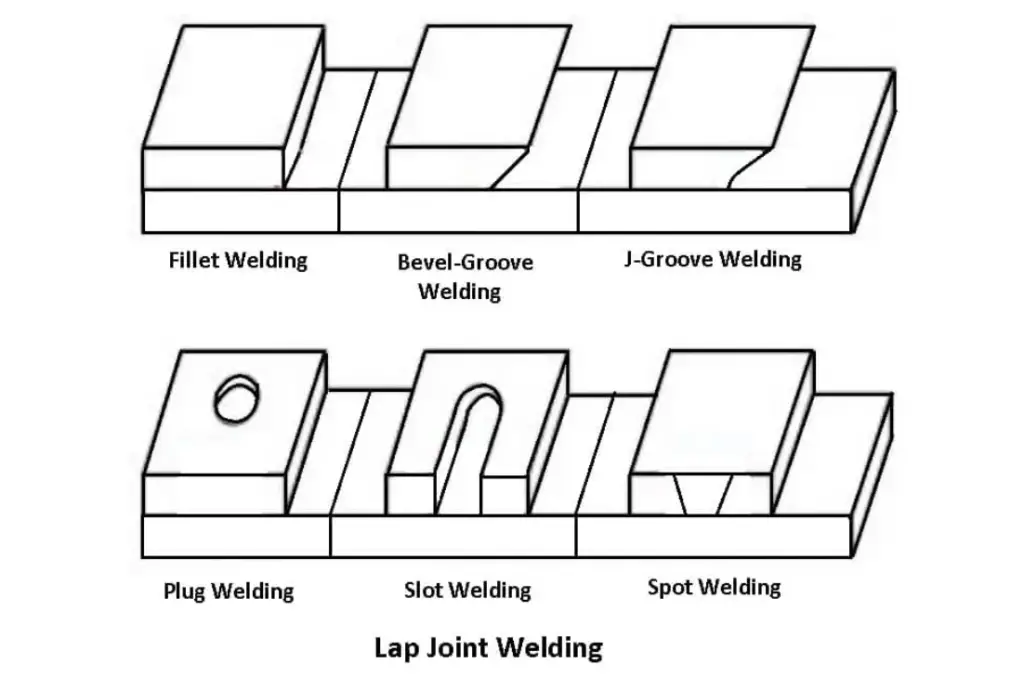 The Various weld types in lap joint are:
The Various weld types in lap joint are:
(i) Fillet weld
(ii) Bevel-groove weld
(iii) J-groove weld
(iv) Plug weld
(v) Slot weld
(vi) Spot weld
(vii) Flare-bevel-groove weld
-
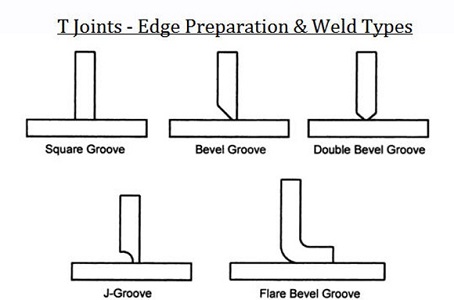
T-Joint or Tee Joint welding
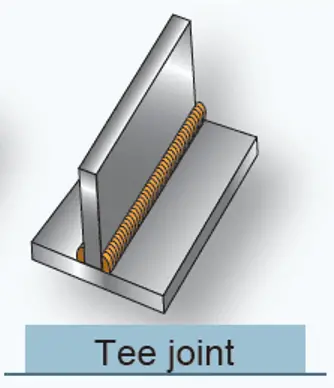
‘T’ joints are formed when two metal pieces are joined together at 90 degrees just like Alphabet ‘T-Shaped’. This type of weld joint requires the use of the fillet weld that is applied on both sides of the metal.
These types of the joints are the type of fillet weld and therefore it can be obtained by welding tubes or pipes.
(i) Plug welding
(ii) Slot welding
(iii) Bevel groove welding
(iv) Flare bevel groove welding
(v) Fillet welding
(vi) J-groove welding
(vii) Melt through welding
Welds Based on Configuration
-
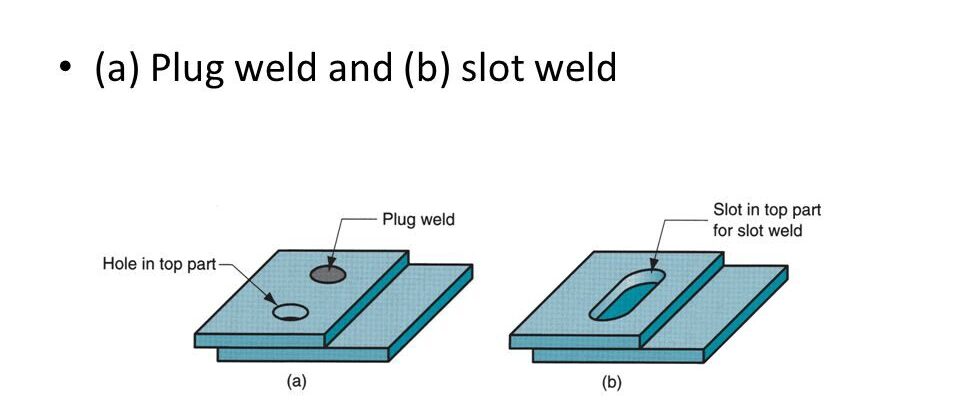
Slot weld
In slot welding, the two overlapping materials are weld by depositing a fillet weld around the periphery. The figure below shows a clear understanding of this type of welding. The hole is completely or partially filled with weld metal joining the two materials.
-
Plug weld
Plug weld is when a hole is drilled into the top piece of one material and it is laid over the bottom of another material. The hole is then filled with a fillet weld thereby is fixed between two materials.
The only difference between slot weld and plug weld is that plug weld is a circular hole whereas slot weld is a hole but is elongated.
Based on Penetration
-
Full penetration weld
A full penetration welding technique involves joining the two pieces of metal with no gaps in between. In this type of weld, the filler material fills the joint’s roots. This technique is mostly applied to metal products with high-stress resistance.
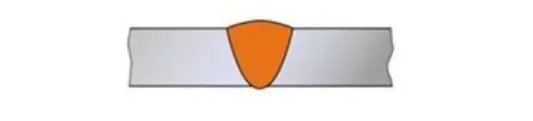
It has various benefits that include corrosion resistance, stronger weld, complete fusion. This technique is better preferred compared to partial penetration weld due to its greater corrosion and stress resistance.
-
Partial penetration weld
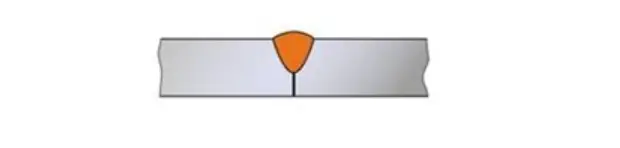
A partial penetration welding technique involves joining the two pieces of metal in which there are gaps between them. In Partial penetration weld, a fused metal has low strength resistance. In this technique, only a few parts of the material or workpiece are welded.
This technique has low strength compared to full penetration weld.
Welds Based on Accessibility
Based on accessibility the types of welding joints are of two types: Single side weld and Double-side weld.
Single side weld
Single side weld is when the two workpieces are welded through one side as shown in the figure.

Double-side weld
Double-side weld is when the metal piece or workpieces are joined together by welding from both sides shown in the figure below.


")
 Current Feels Different to a Shock From Direct (DC) Current?")




{kind=link}